���岿��:���D(zhu��n)݁Ϳģʽ�п��Ɲ�Ϳ��λ��
���ӻ�p�ٝ�Ϳ��Ӌ��݁�����cë��(x��)�ܔ�(sh��)���ȡ�
��4�����У��҂�ӑՓ���ڷ��D(zhu��n)݁���zģʽ��Ϳ����λ�������Ӱ�Ϳ���ߗl�������F(xi��n)���Ɲ�Ϳ������Ҫ��������Ӌ��݁���ʡ��ڶ���Ӱ푄ӑB(t��i)��Ϳ��λ�õ���Ҫ������Ϳ��ë��(x��)������ë��(x��)�ܔ�(sh��)�����x�飺
ճ��x݁�\(y��n)�D(zhu��n)�ٶ�
���揈��
����ë��(x��)�ܔ�(sh��)ͨ��������Ӌ��݁��������ͬ��Ч����Ҳ�����f�����Է�(w��n)��Ϳ�Ϸ�ֹ�ߗl�����ڻ���Һ����ԾS�ֻ��ȣ�ë��(x��)�ܔ�(sh��)�S֮���ӣ���Ϳ���ij��ڳ���Ӌ���g϶�����Ƅӡ��S��ë��(x��)�ܔ�(sh��)���ӣ�ͿҺ֧����һ��̎���g϶���ĵĸ���(qi��ng)���Σ��Ҹ�����(sh��)����ë��(x��)�ܿ�ʹ�Ý�Ϳ��̎���g϶��������˿�����ֹ�Aע������ë��(x��)�ܔ�(sh��)ֱ���c���z݁�ٶȳɱ����������z݁�ٶ��c���a(ch��n)���ٶȳɱ������ɴ˿�Ҋ����֮�g���P(gu��n)ϵ���С���
�D6
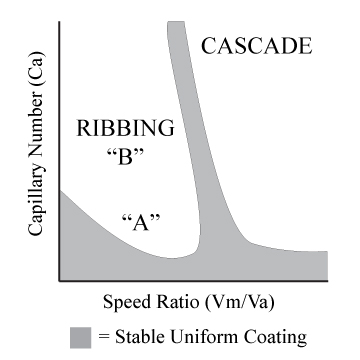
ͨ�����ԡ�ë��(x��)�ܔ�(sh��)��������(y��u)�|(zh��)Ӌ��݁�ٶȱ����D(zhu��n)��һ�����̓rֵ����֮��Ȼ��Ȼ�����^��l(f��)�F(xi��n)��ë��(x��)�ܔ�(sh��)�O�͵���r�£�Ϳ�����^�͵�Ӌ��݁����ģʽ��׃�ø���(w��n)���������F(xi��n)�ߗl��ͨ�^����Ӌ��݁�ٶȁ�p���ߗl���^���mȻ���Ʋ����_���s�����_�ķ�ʽ����(d��ng)ë��(x��)�ܔ�(sh��)Խ��ĕr���y(t��ng)���_���{(di��o)����ʽ������Ӌ��݁�������D6 ��Ϳ�Ϸ�(w��n)���D�ܺõ�չ�F(xi��n)�ˬF(xi��n)��
�D6�У�A�� ����ʾ�����l����ë��(x��)�ܔ�(sh��)�٣�݁���ʵͣ�����(d��o)��Ϳ���ߗl��ͨ���ķ���(y��ng)�ǣ����Ӌ��݁�ٶȣ�������ֱ�ӌ�A�cֱ�������҂�(c��)�����Džs�������κθ��Ƶط���Ȼ��������Ӌ��݁�ٶȺܿ�t�����ڷ�(w��n)���^(q��)����Ʋ����l����
�c���෴����һ��������y(t��ng)�ٶ��{(di��o)����ʽ�nj�B�c������(w��n)���^(q��)��ͬ�r��ע����θ�׃���z݁�ٶȣ��c���a(ch��n)�ٶ��������P(gu��n)�����Ԍ�B�c��������Ƴ���(w��n)���^(q��)��
Ӌ��݁�g϶�ߴ磨�c�����������B��������׃��(w��n)���^(q��)�ߴ硢�Π�����λ�ã��Ķ���K�p�ٷ�(w��n)���^(q��)���@ʹ���y���_(d��)�����˝M��Ч�������ϣ���ij�N��r�£���(w��n)���^(q��)����������ڡ�
ͬ��Ҫע��Ϳ���ߗl�;���Ϳ�ӵĄ���̫�^���С����H�ϣ��ܿ��ܴ��ڵ���r�ǣ��ߗl���ܿ��Ǵ��ڣ���������ǶȾ��x��С�����ۿ���ȥͿ��ƽ�����ɡ�
Part 6 of the ���D(zhu��n)݁��Ϳϵ�е�6����̽ӑ���Ƿ�ţ�D���w��ճ���ڷ��D(zhu��n)݁Ϳ��Ӱ�